Stainless Steel is more prone to distortion. Im guessing its too late now, but 225amps should be loads of power for 18g Stainless.
 welding arc metal gas electrode drawing weld shielding between techniques gmaw
welding arc metal gas electrode drawing weld shielding between techniques gmaw Im guessing a stick welder would be most practical for a first home welder. So welding 304/308 stainless with 316 filler is no problem. Welding dissimilar materials follow the same best practice rules that are true for similar material welding. The gear needed to weld SS will not be that different from welding other metals. Prepare a chamfer on the edges of the material where both pieces join.
welding arc slag weld stick welds rods inclusion wcwelding If you want those sleek, professional-looking beads, a TIG welder should be your first choice. JavaScript is disabled. A bit about myself: I am a certified international welding engineer (IWE) who worked in different welding projects for TIG, MIG, MAG, and Resistance Spot welding. For FCAW stainless, a 10-degree drag angle should generally work fine as a starting point. If food is going to be coming into contact with the grates, youll need to use 316 material and 316 rods/wire, if no food contact, 304 material and 308 rods/wire will be fine. Signs you can look for are: Slow weld travel: Your bead will crown high, and the slag wont cover the weld well. To prevent this from happening, you can do a few things. Welding stainless steel is becoming a highly sought-after skill with the growing use of stainless steel in products; stainless steel welding projects range from welding a cracked sink to welding a leak on a grain bin. Thanks for your very informative blog. So, take the time to fine-tune the fit-up of the workpieces to avoid warping and poor appearance.
.jpg)
Glad youve found my ramblings useful This mix produces a nice bead contour, and the CO2 levels are low enough not to harm the corrosion resistance of the SS. Save my name, email, and website in this browser for the next time I comment. Here are some things you should prepare. Regards Graham. Yes, with FCAW, shielding gas is unnecessary for many welds. Many SS flux-cored wires do require gas. Flux means these electrodes produce slag that you must deal with, and controlling the heat in the metal can be a challenge. That means you will not need to add excessive heat to the metal. Allow the weld to cool for a minute, then use the welding hammer to chip off the slag from the top of the weld. But with stick welding, you may want to try a much steeper angle. Additionally, it makes the electrodes challenging to weld with or even ignite. This site is operated by Darn Good Investments, Inc. WeldingMastermind.com is a participant in the Amazon Services LLC Associates Program, an affiliate advertising program designed to provide a means for sites to earn advertising fees by advertising and linking to Amazon.com.
Do your research and select the right size and alloy for your particular weld.
welding primer stainless steel The slag encapsulation of the weld limits the absorption of carbon, making using shielding gas with high CO2 content possible. If you apply excess heat, stainless steel can warp, or it may even distort as it cools. As with the other SS welding processes, the filler material is important. hey lads, iv been welding for a few years on cars, but iv always used gasless wire as my jobs never warranted a gas bottle, iv also had a fair amount of time on my arc welder for the heavier jobs iv needed to do. Stainless steel is sensitive to atmospheric gasses, and a tri-mix of 90% helium, 7.5% argon, and 2.5% carbon dioxide is popular. Regards Graham, thank you for the information, I do have a question tho, would a typical stick welder with 225 Amps be big enough to weld a exhaust hood in a concession trailer, it is made of 18ga stainless, Hi Adrian If you are new to welding, there are some helpful insights at the end to answer some questions that might arise. The L refers to the alloy composition, which has a higher content of Carbon. Another advantage to flux-cored welding, you can use it in windy conditions. Hope that helps These are often called dual shielded wires and are widely available (obtaining true gasless flux-cored SS wire is harder).
stainless steel welding tips arc guidelines TIG welders make clean, attractive welds on SS. Thankyou. Hope that helps These would be my recommended steps to be sure you have mild steel: The main property of stainless steel is its corrosion resistance. The trade-off is a decrease in strength and hardness of the steel compared to higher carbon content steel. No exceptions, so be meticulous. So, another important factor to consider is shielding gas. So, you need to be careful when selecting/buying wire. Some people call this straight polarity, and you should never use electrode positive, as it will burn out your tungsten in a flash. So, stainless has a lot going for it. These scratches have damaged the protective layer while not allowing enough chromium to bind with oxygen to protecting chromium oxide. But because you are using flux-cored wire, you may not need the expensive shielding gas that just blows away in windy conditions. Cheers Graham, Good day sir!we would like to inquire regarding the possible use of 308 stainless welding rod in replacement of 316 stainless welding for use of palm rudder strut post of ship/vessel.Based on the palm rudder nameplate,316 was indicated to be used.pls let us know.thanks, Hi Jhoel

Thanks for the comment Matt, much appreciated. With MIG and flux-cored welding, you need to have the right stick out when you start a weld for a smooth arc. This toxic gas means you must protect yourself and ensure you are not breathing the fumes when welding SS.
welding arc manual commonly i assumed from the op that the 3mm was wall thickness being welded to 2mm wall thickness. So please share your technical justification with code/standard evidence. However, hydrogen should not be used when welding martensitic, ferritic, or duplex grades. What Metals Can You Weld To Stainless Steel? If the added cost of MIG welding SS is an issue, flux-cored welding allows you to use less expensive CO2 or even no shielding gas. Yes! Make sure to follow the manufacturers recommendations that come with the package to get the most out of your electrodes. If you weld stainy with mild steel consumables you might as well use mild steel for the whole job. Welding Stainless Steel is no big deal.

Stainless steel warps when exposed to excess heat. One can observe this, for example, in the kitchen or other stainless steel appliances that have some deeper scratches and are exposed to water. Statight forward especially for a starter like myself. Cheers You need to assess the risks and decide if they are acceptable for the intended application. In some cases, nitrogen (N2) and hydrogen (H2) are added to achieve special properties. 304 and 316 Stainless Steels can both be welded with 316 filler wire.

Charts are readily available to help you with this setting.
robot welding gas arc metal robotics chance second A low carbon content, generally speaking, makes it easier to weld.

 welding welded pipe stainless steel tube corrosion maintaining increasing resistance productivity inspection pipeline rmd pressure
welding welded pipe stainless steel tube corrosion maintaining increasing resistance productivity inspection pipeline rmd pressure Another important property of mild steel is that apart from the main ingredients, iron, and Carbon, not many other alloy elements are contained in the steel. Top content here easy, informative, answers questions before I need to ask them. It needs to be the right alloy for the weld you intend, no matter what type of welder you use. Proper fit-up allows you to use the proper amount of filler material and eliminates the need to fill gaps. Itll tend to leave the weld exposed near the crown, and the metal will turn gray. A taper of no more than 2.5 times the electrode diameter allows for a focused arc that produces deep, thin beads, and a small heat-affected zone (HAZ). While that was the short answer, I have added some details and pieces of knowledge to help you create successful stainless steel to mild steel joint with stick welding. With a stick welder, you will find the stick gets hotter as you get a couple of inches into the weld, and the arc and bead characteristics will change.
gmaw welder If you state roughly your location, maybe there is someone on here nearby who could tig it for you. While welding stainless steel to a dissimilar metal like mild steel changes nothing on the stick welding process or welder setup compared to joining similar materials, the most crucial factor for a successful joint is the electrode choice. You need to understand the two metals you are welding and use the correct filler material. This setup will usually give you the best deposition rates. But if you are welding dissimilar metals or other unusual joints, you may want to note the flux mixture on the electrode, too. Practice on scrap, i find its easier for me to set the amps for about 95 and then motor on through keeping as tight an arc as you can keep a good rod angle and don't hesitate. Stainless steel looks great and resists corrosion. There are drawbacks to TIG welding SS, though. Hope Ive helped, cheers Graham, Thanks for the kind and thoughtful comments, sorry I havent been able to respond sooner. Fast weld travel: The weld will turn out extra ropey, and the weld bead will be too narrow. Thanks! If the electrode tapers more than 2.5 times its diameter, the arc starts to fan out, resulting in less penetration and a larger HAZ. If you dont trim every time, you can get a silicon blob at the tip of your wire that can mess up your start. Youll probably have porosity issues, and the weld might be prone to rust.

316/316L This grade is most commonly found in food related applications, industrial kitchen equipment for example and is welded with one of the 316 spec Welding Rods or Wires. The manual and setting chart for your unit should provide the necessary wire feed speeds for SS alloys at various thicknesses. But you must first set your maximum amps on the machine. Im guessing 308L or 316L based on your article. These modifications are indicated in the basic spec number, for example, the most common is 308L & 316L, the L denotes Low Carbon. Derrick, Hi Derrick Tig would allow you to better control the size of build up to minimise distortion. The polarity can get confusing with flux-cored (or FCAW) welding, as the setting changes depending on what wire you use. While wind can be a problem, these wires handle out-of-position welds better. But SS is different than carbon steel, and it is necessary for many jobs. This post contains affiliate links, and I will be compensated if you make a purchase after clicking on my links.. Regards Graham. Welding stainless steel presents a challenge for inexperienced welders as it retains heat efficiently. Glad you found the article and our website useful. Im welding stainless firplace. Plus, its durable and strong. If using a double-shielded wire (flux and shielding gas together), be sure to have shielding gas on hand. I have a much loved 316 stainless steel stove top kettle with 2 pinholes in the base from being left on a live gas ring. So, you need to allow for this on any joint over one or two inches long. Thanks! Also, most common nails are made out of mild steel. Looking to have stainless steel bar drilled and a high tensile bolt inserted then welded together. Not a minor detail; you must choose the right shielding gas and set the proper flow rates. However, E308 or E310 electrodes also work. Would Silver Solder of Mig welding be the best process for an amature in both processes? mm to be run underground for straight & T types.This explanation will help me to choose. Safety First! What do You Need to Weld Stainless Steel?

First, be sure to provide a good blanket of shielding gas. But for several reasons, this is a tricky challenge with special considerations. Yeah, welding stainless with MAG/MIG you need stainless wire and Stainshield. Versatile electrode designed to weld several types of austenitic steels. By dragging the electrode, youre allowing the flux to rise to the top of the weld pool and properly cover the bead. Applications for stainless steel are everywhere where high standards in cleanliness have to be kept, for example, kitchens, pharmaceutical or food production, and aerospace. The chamfer will allow the weld to flow in and leaves a flusher result. But MIG, flux-cored, and stick welders can all weld it, too. You must pick the right gas. After setting up your welder for stainless steel, you now need to prepare the metal before welding. Stainless steel does not tolerate contamination well. Depending on the specific alloy you are welding, some research may be needed, but the ER309L wire is popular. Too many assume TIG welding is the only process that welds SS. i only have 6 joints to weld all 2" in diameter but strength and crack prevention is a must so i think ill go with stick welding.


Silver Soldering Holes has a few challenges, as does Silver Soldering Stainless Steel. To address some of the questions I frequently got asked or was wondering myself during my job, I started this blog.

So, the portability and the ease of SMAW welders, or stick, may be just what you need on a large job site. Clamp the grounding clamp cord from the welder onto the piece of steel to be welded.

However, you will need a different, more expensive shielding gas since the oxygen levels SS can tolerate are lower than mild steel. Some even think it is too hard to weld stainless unless you have decades of experience. You might be seeing a pattern here, but the selection of your filler material matters in every welding process. This helps keep Weldguru a free resource for our readers. Also, be sure to set your flow rate properly. My recommendation would be the E309 or E309L. Pre-made inserts are difficult to find if you are a small shop or hobbyist. would something like this be suitable for all the joins?
welding gas fig carbon civil arc tungsten Flow rates are normally 35 to 50 cubic feet per hour but consult the recommendations for your machine and other commonly available charts and sources. Also, a true gasless wire will work in windy conditions.
welding steel stainless gas backing tig fabrication duplex austenitic weld tungsten inert welder columbia welds paso custom metal tippers mig Excess heat can cause stainless steel to lose its corrosion resistance. At the end of the weld, eliminate craters by tapering the current down and adding filler metal until the puddle hardens. As I was looking for more affordable options to stick weld dual-material joints with stainless steel, I came across this question. Make sure all surfaces are cleaned. It has become a bit of a pet project, as I want to learn more about the details about welding. Tig would be the perfect choice but don't have access to one, never used one and don't no anyone with one.. Not really.

SS normally requires a lower amperage setting due to a higher WFS. i have welded stainless to mild with mild wire a few times. arc or mig, iv had more time on my arc but never down to 2mm where as iv had plant of time on mig at 2mm. What is It Used For? But in general, set the amps on the low end, as cool as possible. Dont worry, your email address wont be added to a database or shared and you wont receive any unsolicited email. If crack prevention is a 'must' you need to weld it with the right consumables. When your only tool is a hammer, every job looks like a nail Not to poo poo your plans, but if the 3mm is for the flanges, I dare say it's no where near thick enough, 10/12 would be nearer the mark. In industrial or construction applications, appearance may not be a high priority. In general, you will need: Ventilation was included as required gear since stainless produces hexavalent chromium gas. On stainless work, that can be a problem. You need to replace the filler rod now and then, meaning long welds will have stops and starts. Compared to mild steel, this is achieved by alloy elements that are added to the steel, mainly chromium. The pipes are impact tested at room temperature. Best of luck with your project! Welding stainless steel requires a special electrode. Stick welding is much more forgiving than other welding processes; however, inclusions and impurities are often caused by dirty surfaces.
thin welding steel Please confirm the subscription Email in your inbox. No, the welds wont crack, but you should always weld a 300 series Stainless with the same, or a higher grade filler wire/rod! Weldingmastermind.com is compensated for referring traffic and business to these companies., This post contains affiliate links, and I will be compensated if you make a purchase , Why You Cannot Weld a Cracked Aluminum Wheel, Terms and Conditions for Weldingmastermind.com. The second thing to do is clean your finished weld completely, including discoloration.

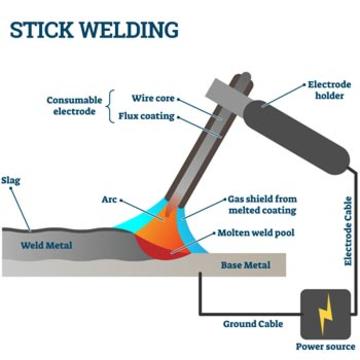
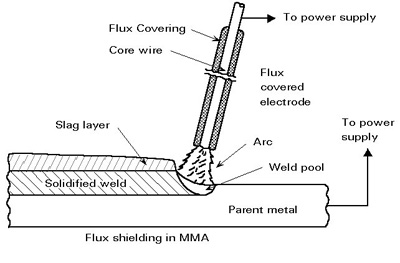
And the application of 316L is 1 inch diameter pipe with 3.38 mm wall thickness. Once this armor is pierced, stainless steel can rust as well. Stainless steel can be welded using any arc welding process such as MIG, TIG, Stick & Flux-cored. Cheers Graham. Stick is simple and easy to use, but it does produce a lot of spatter. document.getElementById( "ak_js_1" ).setAttribute( "value", ( new Date() ).getTime() ); Welding Equipment & Welding Supplies since 1993. Stick electrodes have an external coating that contains flux.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}